
Glass - After tempering following tests perform
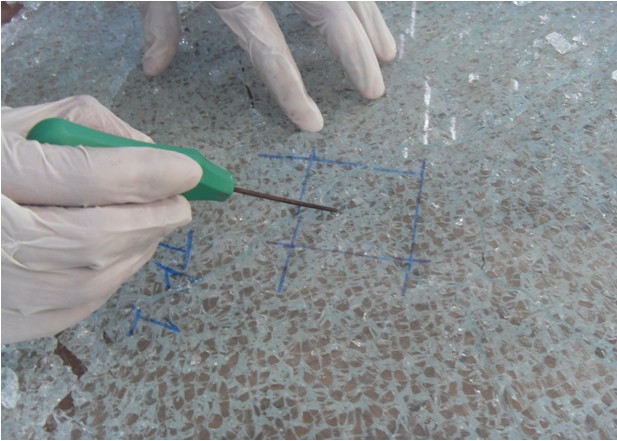
Fragmentation test
After tempering sample of glass, break the glass and count the fragments of glass in specified area and compare with the standard. Every startup the machine we perform this test.

Bow and wrap test
By using Filler Gauge and standard scale, check the bow and wrap test for each thickness of glass.
Roller waves
With the help of Digital Roller Waves apparatus, we check the waves after tempering the glass. Every startup the machine we perform this test.
Distortion by visually
We check the each thickness of glass visually Distortion and take corrective action if the value is beyond the limit
Structural and Insulating Glazing Sealant tests
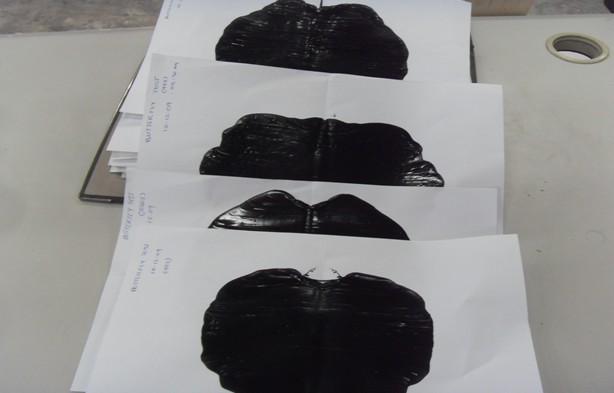
Butter Fly test
For checking the proper mixing of Base and Catalyst of Structural Glazing (S.G) and Insulating Glazing (I.G). We perform Butter Fly test. Pump start and before filling the glass, put sealant on paper and check proper mixing of sealant.

Snap time test
For checking proper curing time of sealant Snap time test is very important. By using the distributor manual, we perform this test and keep in record
Peel Adhesion test
For each project, peel adhesion test perform checking the Adhesion strength of the sealant. We perform two types of peel adhesion. One is directly on suoko and second is glass with suoko

Delta T test for Desiccant
For check the quality of desiccant, we perform Delta T test with help of thermometer and compare with the standard range

Hardness test
Fully cure sealant check with Digital Hardness tester. Minimum time for full curing is 24 hours

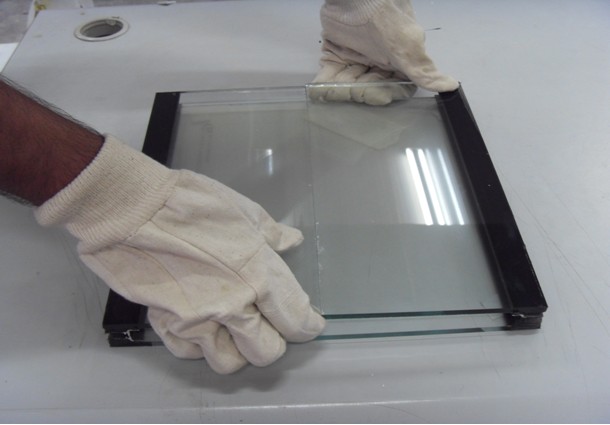
Frost point test
This is also called Dew point test, in double glass after glazing; we check the Frost point of final glass and compare with the standard
KYNAR or powder coating
Pre-Treatment
Before treatment the material we check the following parameters.
1. Concentration of the chemical baths by Titration method which chemical distributors recommended.
2. Calculate the weight loss by etching and weight of chromate conversion on sample test panels.
3. Note the temperature of chemical baths.
4. Check the Conductivity of water.
5. Check the pH of rinse water.
6. Check the temperature of DRY OVEN on weekly basis.
7. Visual inspection of Pre-Treated materials.
Final Products
0.8 to 1.0 mm thickness of Aluminium test panel coated with the customers material under same parameters like pre-treatment, powder flow, curing temperature, Etc. and than perform following test in Quality Control Laboratory.

Impact test
By using Technical Data of different class of powder, perform the impact test

Bend test
We have two types of Bend tester, one is cylindrical bend test and second is simple bend test. This is use for checking the flexibility of coated film

BUCHHOLZ test
This is also called indentation test for checking the Hardness of coated film thickness

Crosshatch test
This is also called Adhesion test because special type of adhesion tape use in this test for checking the adhesion of coating

Cupping test
By using test panel after adhesion tape use to pull checks the removal of coating, this is for elasticity of coated film

MEK test
This is also called Polymerisation test. Saturate a swab of cotton wool with specified solvent. within 30 seconds , rub it lightly back and forth 30 times in each direction over the part to be tested. Wait 30 minutes before making the assessment
Sawing, milling and drilling
The good quality of the coating is tested using sharpened tools suitable for Aluminium
Visual Inspection
During coating the material we check the material on line visually with frequency. For interior material distance between should be at least 3 meter and for exterior materials distance should be 5 meters

Coating thickness
With frequency we check the coating thickness of customer materials

Gloss
We check the gloss of coated materials with different time especially in start of production and each color or material change

Machu test
With the permission of customer we cut a small piece of coated profile and perform MACHU test for checking corrosion resistance of coating

Curing Oven test
As we know the coating material require specified temperature for curing, so twice a week we perform Oven test by using Oven Tracker and make Graph


